






产品分类 更多>>



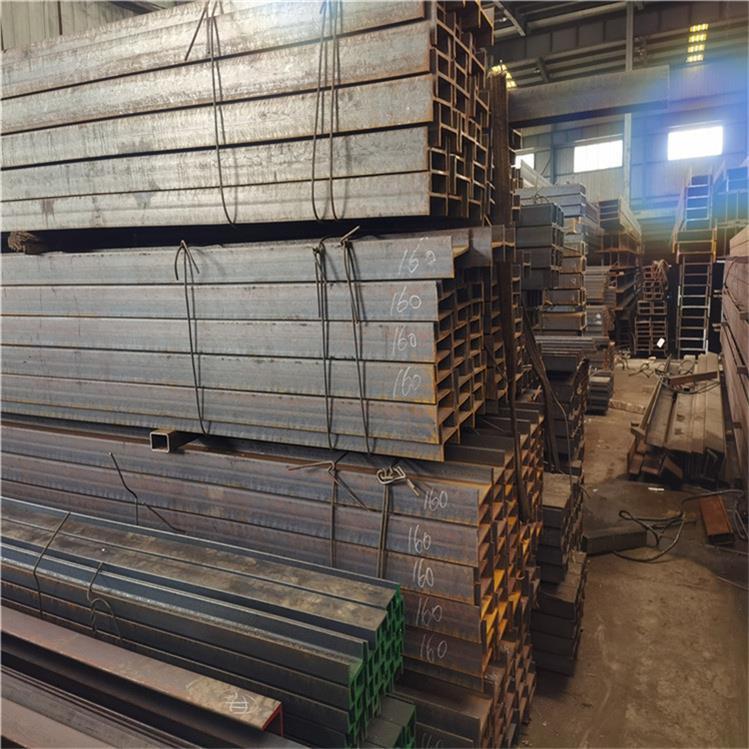
英标H型钢材料:
加工效率提高5倍以上,螺纹精度还得到保证,目前已经成为加工中心不可缺少的一项主要功能。性攻丝功能的实现从电气控制的角度来看,数控系统只要具有主轴角度位置控制和同步功能,机床就能进行刚性攻丝,当然还需在机床上加装反馈主轴角度的位置编码器。要正确地反映主轴的角度位置,把编码器与主轴同轴联接,如果限于机械结构必需通过传动链联接时,要坚持1:1的传动比,若用皮带,则非同步带不可。还有一种可能,那就是机床主轴和主轴电动机之间是直连,可以借用主轴电动机本身带的内部编码器作主轴位置反馈,节省二项开支。
一、UB406*178*74英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢是森吉米尔法的一个变种,它仅仅是利用一个碱性电解脱脂槽取代了氧化炉的脱脂作用,其余工序与森吉米尔法基本相同。在原板进入作业线后,首先进行电解脱脂,而后水洗、烘干,再通过有保护气体的还原炉进行再结晶退火,最后在密封情况下进入锌锅热镀锌。这种方法因带钢不经化炉加热,所以表面的氧化膜较薄,可适当降低还原炉中保护气体的氢含量。
二、UB406*178*74英标H型钢力学性能、物理性能和化学性能:
高层建筑中型钢混凝土组合结构的选型编
三、UB406*178*74英标H型钢热扎工艺手段:沿轧制方向施加水平推力进行迫咬入,如辊道运送轧件的惯性力等施加水平推力,进行迫咬入;
四、UB标H型钢规格型号表:
UB127*76*13UB152*89*16UB178*102*19UB203*133*25
UB203*133*30UB254*102*25UB254*102*28UB254*146*31
UB254*146*37UB254*146*43UB305*102*25UB305*102*28
UB305*102*33UB305*127*37UB305*127*42UB305*127*42
UB305*165*40UB305*165*46UB305*165*54UB356*127*33
UB356*127*39UB356*171*45UB356*171*51UB356*171*57
UB406*140*39UB406*140*46UB406*178*54UB406*178*60
UB406*178*67UB406*178*74UB457*152*5UB457*152*60
UB457*152*67UB457*152*74UB457*152*82UB457*191*67
UB457*191*74UB457*191*82UB457*191*89UB457*191*98
UB533*210*82UB533*210*92UB533*210*101UB533*210*109
UB533*210*122UB610*229*101UB610*229*113UB610*229*125
UB610*229*140UB610*305*149UB610*305*179UB610*305*238
UB686*254*125UB686*254*140UB686*254*152UB686*254*170
UB762*267*134UB762*264*147UB762*267*173UB762*267*197
UB762*267*220UB838*292*176UB838*292*194UB838*292*226
UB910*305*201UB910*305*224UB910*305*253UB910*305*289
UB914*419*343UB914*419*388UB914*419*446UB914*419*488
UB914*419*534UB914*419*585UB1016*305*222UB1016*305*249
UB1016*305*272UB1016*305*314UB1016*305*349UB1016*305*393
UB1016*305*415UB1016*305*438UB1016*305*494UB1016*305*584

钢铁冶金:数据收集和分析收集了10000多块钢板的浇铸工艺参数和产品质量数据,并用质量评价系统QES和统计分析系统SAS进行了分析。结果证实,板坯浇铸先后顺序和结晶器液面波动是导致气泡形成的两个主要原因,且板坯气泡指数与板坯的浇铸顺序关系密切。块板坯和最后一块板坯的气泡率大大高于其他板坯。结晶器液面波动幅度过大,容易导致气泡的扩展。气泡缺陷在以往研究基础上,将非金属氧化物夹杂分成三类。目前认为,非金属氧化物夹杂来源于以下三种情况:内部生成,钢液中加入SAl脱氧后生成的非金属氧化物夹杂;由钢液与空气、炉渣或耐材之间的氧化反应生成的非金属夹杂;外来夹杂,即结晶器保护渣、中间包造渣剂和耐材进入钢液。
加工效率提高5倍以上,螺纹精度还得到保证,目前已经成为加工中心不可缺少的一项主要功能。性攻丝功能的实现从电气控制的角度来看,数控系统只要具有主轴角度位置控制和同步功能,机床就能进行刚性攻丝,当然还需在机床上加装反馈主轴角度的位置编码器。要正确地反映主轴的角度位置,把编码器与主轴同轴联接,如果限于机械结构必需通过传动链联接时,要坚持1:1的传动比,若用皮带,则非同步带不可。还有一种可能,那就是机床主轴和主轴电动机之间是直连,可以借用主轴电动机本身带的内部编码器作主轴位置反馈,节省二项开支。
一、UB406*178*74英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢是森吉米尔法的一个变种,它仅仅是利用一个碱性电解脱脂槽取代了氧化炉的脱脂作用,其余工序与森吉米尔法基本相同。在原板进入作业线后,首先进行电解脱脂,而后水洗、烘干,再通过有保护气体的还原炉进行再结晶退火,最后在密封情况下进入锌锅热镀锌。这种方法因带钢不经化炉加热,所以表面的氧化膜较薄,可适当降低还原炉中保护气体的氢含量。
二、UB406*178*74英标H型钢力学性能、物理性能和化学性能:
高层建筑中型钢混凝土组合结构的选型编
三、UB406*178*74英标H型钢热扎工艺手段:沿轧制方向施加水平推力进行迫咬入,如辊道运送轧件的惯性力等施加水平推力,进行迫咬入;
四、UB标H型钢规格型号表:
UB127*76*13UB152*89*16UB178*102*19UB203*133*25
UB203*133*30UB254*102*25UB254*102*28UB254*146*31
UB254*146*37UB254*146*43UB305*102*25UB305*102*28
UB305*102*33UB305*127*37UB305*127*42UB305*127*42
UB305*165*40UB305*165*46UB305*165*54UB356*127*33
UB356*127*39UB356*171*45UB356*171*51UB356*171*57
UB406*140*39UB406*140*46UB406*178*54UB406*178*60
UB406*178*67UB406*178*74UB457*152*5UB457*152*60
UB457*152*67UB457*152*74UB457*152*82UB457*191*67
UB457*191*74UB457*191*82UB457*191*89UB457*191*98
UB533*210*82UB533*210*92UB533*210*101UB533*210*109
UB533*210*122UB610*229*101UB610*229*113UB610*229*125
UB610*229*140UB610*305*149UB610*305*179UB610*305*238
UB686*254*125UB686*254*140UB686*254*152UB686*254*170
UB762*267*134UB762*264*147UB762*267*173UB762*267*197
UB762*267*220UB838*292*176UB838*292*194UB838*292*226
UB910*305*201UB910*305*224UB910*305*253UB910*305*289
UB914*419*343UB914*419*388UB914*419*446UB914*419*488
UB914*419*534UB914*419*585UB1016*305*222UB1016*305*249
UB1016*305*272UB1016*305*314UB1016*305*349UB1016*305*393
UB1016*305*415UB1016*305*438UB1016*305*494UB1016*305*584
钢铁冶金:数据收集和分析收集了10000多块钢板的浇铸工艺参数和产品质量数据,并用质量评价系统QES和统计分析系统SAS进行了分析。结果证实,板坯浇铸先后顺序和结晶器液面波动是导致气泡形成的两个主要原因,且板坯气泡指数与板坯的浇铸顺序关系密切。块板坯和最后一块板坯的气泡率大大高于其他板坯。结晶器液面波动幅度过大,容易导致气泡的扩展。气泡缺陷在以往研究基础上,将非金属氧化物夹杂分成三类。目前认为,非金属氧化物夹杂来源于以下三种情况:内部生成,钢液中加入SAl脱氧后生成的非金属氧化物夹杂;由钢液与空气、炉渣或耐材之间的氧化反应生成的非金属夹杂;外来夹杂,即结晶器保护渣、中间包造渣剂和耐材进入钢液。





















